Термосвиваеми ботуши
производителност
| Тест | Метод на тестване | Изискване |
| Издръжливост на опън | ASTM D 2671 | ≥12 Mpa |
| Удължение при скъсване | ASTM D 2671 | >400% |
| Якост на опън след топлинно стареене | ASTM D 2671/120 ℃, 168 ч | ≥8,5 Mpa |
| Удължение при скъсване след топлинно стареене | ASTM D 2671/120 ℃, 168 ч | ≥200% |
| Обемно съпротивление | IEC 93 | 1013Ω.cm |
| Диелектрична якост | IEC 243 | ≥15KV/mm |
| Забавяне на горенето (кислороден индекс) | ASTM 4589 | ≥25 |
| Скорост на водопоглъщане | ISO 62/23 ℃, 14 дни | ≤1% |
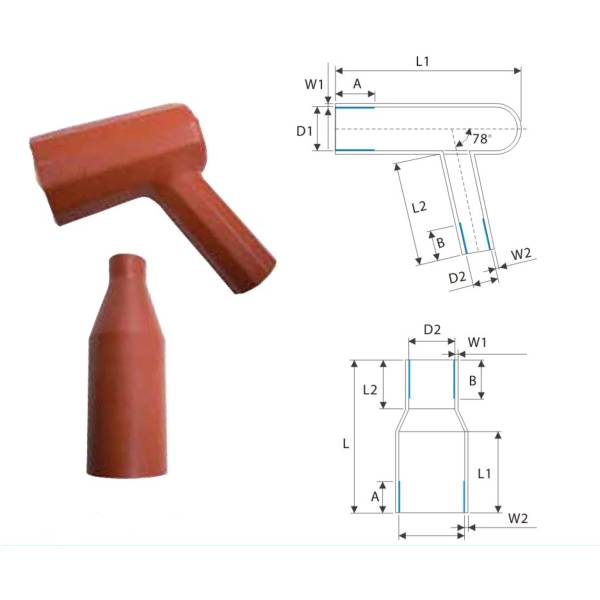
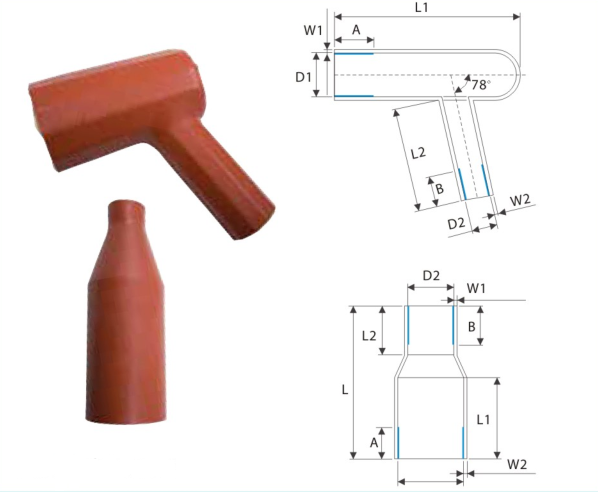
| Тип | Номер на модела | Разширен (mm) | Възстановено(mm) | |||||||
| D1 (мин.) | D2 (мин.) | D1 (макс.) | D2 (макс.) | L1(±10%) | L2(±10%) | L (±10%) | W1(±10%) | W2(±10%) | ||
| Прав ъгъл | SHMR-1(80/36-35-18) | 80 | 35 | 36 | 18 | 170 | 125 | - | 4.2 | 3.5 |
| SHMR-2(80/36-50/18) | 80 | 50 | 36 | 18 | 170 | 125 | - | 3.8 | 3.5 | |
| SHMR-3(95/38-70/28) | 95 | 70 | 38 | 28 | 160 | 140 | - | 4.2 | 4.8 | |
| Направо | SHMR-4(80/35-34/20) | 80 | 34 | 35 | 20 | 145 | 30 | 220 | 3.2 | 3.2 |
| SHMR-5(80-35/58-20) | 80 | 58 | 35 | 20 | 145 | 30 | 220 | 3.2 | 3.2 | |
Приложение
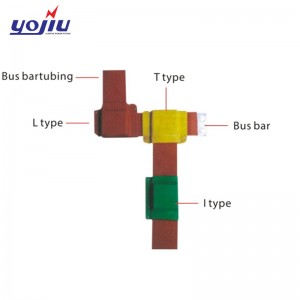
Може безопасно да се използва за защита на края на кабела до 36 kV срещу пренапрежение или пренапрежения, предизвикани по време на експлоатационния живот в превключвателни уреди и трансформаторни кутии.
Особеност
1. Предпочитана функция на електрически уред
2. Надеждна изолация
3. Превъзходно херметично запечатване
4. Отлична устойчивост на топлина / студ, водоустойчива, против стареене,
5. Широко използван в областта на електроенергията, електрониката, петрола, химическото инженерство, строителството и комуникацията
Производството на термосвиваеми тръби трябва първо да избере подходящия мастербач и след това да избере спомагателните материали за производството на специфични
Корпусът на термичния корпус.
1. Производственият процес на термосвиваема тръба е първо производството на полиенова мастърбач: комбиниране на различни основни полиенови пиявици с различни функционални спомагателни материали
Материалите се претеглят според съотношението на формулата и след това се смесват: смесените материали се поставят в двушнеков екструдер и се пелетизират, за да се получи полиенова функционална мастербач.
2. Процес на формоване на продукта: според формата на продукта могат да се използват два метода на едношнекова екструзия и леене под налягане.
За обработка и производство:
1. Тип екструдиране с един винт: използва се главно за формоване чрез екструдиране на радиаторни тръби, като едностенни термосвиваеми тръби, двустенни термосвиваеми тръби с лепило и средна дебелина
Стенни радиаторни тръби, радиаторни тръби с шини за високо налягане, термосвиваеми тръби при висока температура и други продукти се обработват и оформят чрез екструдиране с един винт.
Производствената линия за термосвиваеми тръби трябва да има следното оборудване: екструдер (оформяне на тръби с радиатор), производствена форма, резервоар за охлаждаща вода, устройство за опъване и
Дисково устройство и др.
2. Инжекционно формоване: използва се главно за производство на термосвиваеми части със специална форма, като капачки за радиатор, термосвиваеми чадъри, термосвиваеми легла за пръсти и други продукти
Всички те използват леене под налягане, а производственото оборудване трябва да включва машини за леене под налягане и шприцформи.
3. Следващата важна стъпка е радиационното кръстосано свързване.Продуктите, образувани чрез екструзия или леене под налягане, все още са линейни молекулни структури.
Структура, продуктът все още няма „функция на паметта“ и ефективността на температурна устойчивост, устойчивост на стареене и устойчивост на износване не е достатъчна.
Промяна на молекулярната структура на продукта.Методът, който обикновено използваме, е модификация на радиационно омрежване: омрежване на радиация на електронен ускорител, радиация на кобалтов източник
Омрежване, химично омрежване на пероксид, по това време молекулата се променя от линейна молекулна структура към мрежеста структура.Екструдираните продукти преминават
След омрежване, той има "ефект на паметта", който значително подобрява температурната устойчивост, механичните свойства и химичните свойства на термосвиваемата тръба.Конкретната маса
Сега тръбата на радиатора е променена от състояние на толерантност към несъвместимо, устойчивост на стареене, устойчивост на абразия и устойчивост на химическа корозия.
4. Формоване с разширение: Продуктът, модифициран чрез радиационно омрежване, вече има „ефект на паметта на формата“ и има висока
Ефективност без топене при температура.След нагряване при висока температура, вакуумно издухване и охлаждане, тя става готовата термосвиваема тръба и след това според тръбата
Действителната ситуация на опаковката и затварянето на готовия продукт също може да бъде изрязана и отпечатана според нуждите на клиента.Предлага се и неутрална нормална опаковка.

Въпрос: МОЖЕТЕ ЛИ ДА НИ ПОМОГНЕТЕ ЗА ИМПРОТИРАНЕ И ИЗНОС?
A: Ще имаме професионален екип, който да ви обслужва.
В: КАКВИ СА СЕРТИФИКАТИТЕ, КОИТО ИМАТЕ?
A: Имаме сертификати за ISO, CE, BV, SGS.
Въпрос: КАКЪВ Е ВАШИЯТ ГАРАНЦИОНЕН СРОК?
A:общо 1 година.
В: МОЖЕТЕ ЛИ ДА ПРАВИТЕ OEM УСЛУГА?
A:Да, можем.
В: КАКВО ВРЕМЕ ВОДИШ?
A: Нашите стандартни модели са на склад, като за големи поръчки отнема около 15 дни.
В: МОЖЕТЕ ЛИ ДА ПРЕДОСТАВИТЕ БЕЗПЛАТНИ ПРОБИ?
A: Да, моля, свържете се с нас, за да научите примерната политика.